
当前位置:首页 > 产品中心










































铰刀 矿渣磨
.jpg)
铰刀矿渣磨
2010年7月1日 铰刀的研磨和重磨 标准铰刀按精度分为三级,分别适用于铰削98和7级精度的孔。工具厂还常供应备有留研磨量一般为001的铰刀,经研磨后可满足用户不同铰孔精度的要求此外,磨损后的铰刀。陶粒窑旋窑矿渣磨分级筛分机河南红xing机械厂制砂机专题网2024年9月20日 铰刀具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具,具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔。 铰刀 (卷名:机械工程)具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具。 [reamer]∶具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔,因切削量少其加工精度要求通常高于钻头 可以手动操作或安装在钻床上工作 铰刀 铰刀知识介绍以及铰刀的刃磨和检验昆山海创刀具有限公司2020年7月6日 矿渣立磨螺旋铰刀 输送机的改进与应用 Plant Maintenance Engineering ›› 2020, Vol 0 ›› Issue (7): 116118 PDF(1309 KB) ISSN 16745949 CN 312023/U Toggle navigation Home About Journal 矿渣立磨螺旋铰刀输送机的改进与应用阐述了JLMSK1464型矿渣立磨配套螺旋铰刀输送机运行原理, 针对输送机在实际生产运行中频繁出现意外损坏的故障, 通过技术创新改进, 使其实际使用寿命得以延长, 同时实现节能降耗的目的。矿渣立磨螺旋铰刀输送机的改进与应用
.jpg)
铰刀如何进行刃磨 铰刀的刃磨方法有哪些
2016年8月10日 铰刀刃磨前,应先把铰刀两端的中心孔清理干净,除去中心孔内的锈斑,涂上黄油,然后将铰刀顶在两顶针间,顶针的轴向力大小要合适,顶得太紧,铰刀转动时不灵活,小直径铰刀易产生弯曲;顶得太松,铰刀易产生轴向窜动,使刃磨后的铰刀形状误差较大。对于坚硬的材料,首先使用较小的铰刀钻孔,然后再使用较大的铰刀。 保持较低的旋转速度,为钻孔时速度的 1/2 到 2/3 之间,但进给速度要加倍。 使用 82º 或 90º 埋头孔来倒角孔的顶部边缘。铰孔指南:工艺、刀具和应用 Runsom Precision铰刀(卷名:机械工程)具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转 刀具。 具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔,因切削量少其加工精度要求通常高于钻头。 可以手动操作或安装在钻床上工作。 [1] 铰刀 铰刀百度百科2024年6月19日 螺旋铰刀是种易磨损件,为了提高螺旋铰刀的使用寿命,市面上大都对铰刀叶片推料面进行抗磨处理,主要采用表面进行堆焊高铬合金方法。 3 、 螺旋输送机浅谈螺旋铰刀叶片提升抗磨性徐州中天耐磨材料有限公司
.jpg)
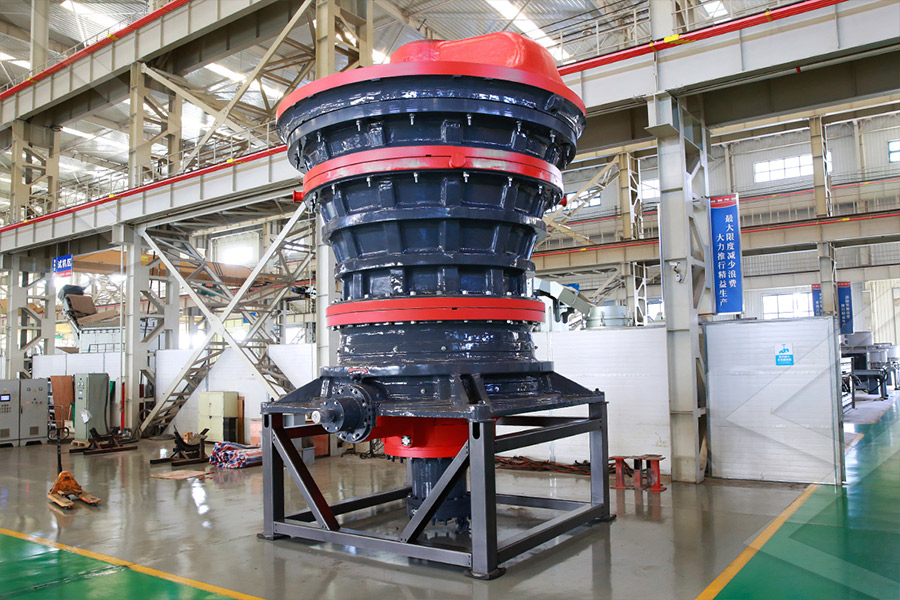
立式辊磨技术装备核心装备中材国际
2015年10月23日 立式辊磨因为具有系统简单、对物料粒度和水分适应性强、产品细度调节方便等特点,是应用最广泛料床粉磨设备,在生料粉磨、煤粉制备和矿渣粉磨系统中占据主导地位,在水泥粉磨领域的占比逐年增加。铰刀具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具。 具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔,因切削量少其加工精度 要求通常高于钻头。 可以手动操作或安装在钻床上工作。 铰刀是对预制孔进行半精加工或精加工的多刃刀具。 铰孔是一种操作方便、 生产率高、能够获得高质量孔的切削方式,故在生产中应用极为广泛。 伤刀齿。 磨削时,后面与 铰刀介绍及使用 百度文库2010年7月1日 铰刀的研磨和重磨 标准铰刀按精度分为三级,分别适用于铰削98和7级精度的孔。工具厂还常供应备有留研磨量一般为001的铰刀,经研磨后可满足用户不同铰孔精度的要求此外,磨损后的铰刀。陶粒窑旋窑矿渣磨分级筛分机河南红xing机械厂制砂机专题网铰刀矿渣磨铰刀直径公差直接影响被加工孔的尺寸精度、铰刀制造成本和使用寿命。铰孔时,由于刀齿径向跳动以及铰削用量和切削液等因素会使孔径大于铰刀直径,称为铰孔“扩张”;而由于刀刃钝圆半径挤压孔壁,则会使孔产生恢复而缩小,称为铰 铰刀百度百科

天津水泥工业设计研究院有限公司
例如:其研发的大型矿渣立式辊磨,通过创新设计,同一个磨辊前端预压、后端粉磨,而非采用进口立式辊磨常规的主辊粉磨、辅辊预压的结构,大大提高了粉磨效率;喂料采用螺旋铰刀从中壳体喂入,彻底解决了以前侧喂料容易堵料的世界难题,并且大大降低了2017年6月28日 破碎机厂家教您如何区分粗骨料和细骨料昆明建筑用沙价格破碎机可以破碎不同料度的砂石骨料,昆明建筑用沙价格有粗骨料和细骨料,粗的骨料统称为石子,细的骨料称为沙碎矿和磨矿时选矿厂的重要组成部分,任何一个选矿厂均设置碎矿和磨矿作业反击破碎石图片,铰刀矿渣磨是选矿厂的头道 反击破碎石图片,铰刀矿渣磨 集团新闻 黎明重工磨粉机械 2016年9月23日 本文详细介绍了TRMS563矿渣辊磨设计开发的国内外背景及开发过程,讲述了TRMS型矿渣辊磨的技术特点及矿渣粉磨工艺流程,通过介绍TRMS563矿渣磨在邯郸金隅建材有限公司的使用情况,分析了该辊磨的运行参数和性能指标。立式矿渣辊磨;矿渣;粉磨料TRMS563大型矿渣辊磨的开发及应用参考网 fx361cc2024年9月20日 铰刀具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具,具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔。铰刀(卷名:机械工程)具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具。[reamer]∶具有直刃或螺旋刃的旋转精加铰刀知识介绍以及铰刀的刃磨和检验昆山海创刀具有限公司

铰刀的研磨方法百度文库
铰刀的研磨方法研磨铰刀时 , 如果使用 可调的研磨工具 , 先将研 应 磨套孔径调整到大于铰 刀的外径 ,在铰 刀表面涂上研 ’ 磨剂 , 塞入研磨套孔 内 , 调整铰刀与研磨 套的研磨 间 再 隙, 使铰刀在研磨套孔 内自由滑动和转动 。 然后把铰刀 装夹 铰刀类型 每种铰刀都有其独特的加工工艺,适用于轴承和衬套等各种应用。以下是一些常见的铰刀类型。 手用铰刀 顾名思义,手动铰刀是一种手动操作的工具,用于铰削金属或其他硬质材料。它们通常具有螺旋槽和轻微的锥度,有助于将铰刀引导到预钻孔中。铰孔指南:工艺、刀具和应用 Runsom Precision对硬质合金铰刀来说,其倒锥的锥度可在硬质合金刀片轴向全长范围内,按上述比例选取,余下的刀体部分在制造时可按其锥度比例缩小(可将其磨小02—03mm,但合金刀片尾端应倒圆)。铰刀倒锥的作用 百度文库铰刀类型 每种铰刀都有其独特的加工工艺,适用于轴承和衬套等各种应用。以下是一些常见的铰刀类型。 手用铰刀 顾名思义,手动铰刀是一种手动操作的工具,用于铰削金属或其他硬质材料。它们通常具有螺旋槽和轻微的锥度,有助于将铰刀引导到预钻孔中。铰孔指南:工艺、刀具和应用 Runsom Precision

建设项目环境影响报告表
2023年5月4日 经计量后的矿渣经一条B=800 的 皮带机运输至螺旋喂料铰刀台内进行铰刀入磨。(输送皮带通廊采用封闭式 廊道。)铰刀入磨粉尘在立式磨内进行尾矿粉磨,同时使用热风炉提供的热 风在立磨内进行烘干,热风炉燃料使用生物质燃料供热。粉磨后的尾矿微粉2018年1月17日 例如:其研发的大型矿渣立式辊磨,通过创新设计,同一个磨辊前端预压、后端粉磨,而非采用进口立式辊磨常规的主辊粉磨、辅辊预压的结构,大大提高了粉磨效率;喂料采用螺旋铰刀从中壳体喂入,彻底解决了以前侧喂料容易堵料的世界难题,并且大大降低了精耕数十载 全心为立磨——中材(天津)粉体公司入选全国 2020年1月7日 一、铰削加工概述 铰削是用来对中、小直径的孔进行半精加工和精加工常用的方法。也可用于磨孔或研孔前的预加工。 铰削加工精度可达IT6~IT7,Ra为16~04μm铰削可以加工圆柱孔、圆锥孔、通孔和盲孔。 二、 关于铰刀、铰削钻孔的一系列解决对策都在这了!2011年6月14日 铰刀的研磨和重磨 标准铰刀按精度分为三级,分别适用于铰削H9、H8和H7级精度的孔。工具厂还常供应备有留研磨量(一般为001 mm)的铰刀,经研磨后可满足用户不同铰孔精度的要求 ; 此外,磨损后的铰刀通过研磨也可改制成加工其它配合精度的孔 铰刀的合理使用与改进 技术案例 MM金属加工网

绗磨铰刀:精密内孔加工的利器——Mrbrianzhao
2023年9月8日 根据被加工工件的材质,绗磨铰刀的磨料可以选用金刚石或者立方氮化硼(CBN )。金刚石铰刀和立方氮化硼铰刀在加工一些难加工材料时表现出优异的性能。金刚石铰刀可以加工的材质包括高温合金、不锈钢、硬质合金、钦合金、玻璃钢等,对于 2018年9月15日 混凝土三大胶材中的矿粉,全称是粒化高炉矿渣粉。想当年笔者刚入行时以字面意思理解,以为矿粉就是破碎石头后残渣磨细的产物呢。现在百度百科关键字“矿粉”也是有两条解释。第二条概念才是混凝土中应用的胶材混凝土原料矿粉篇 知乎2013年10月4日 铰刀的修磨方法J刀l垦铰刀的修磨方法威海职业技术学院(山东)梁典民选择合适的铰刀后要进行试铰,试铰所用的材料,铰孔余量,铰孔方法和正式铰孔时相同,试铰达到图样要求后才可进行正式铰孔如果孔的精度要求较高和表面粗糙度值较低时,难以选取合适【doc】铰刀的修磨方法 豆丁网1铰刀 几何参数。铰孔质量的好坏取决于铰刀本身的精度和表面粗糙度。因此,铰刀几何参数的合理选择,决定了被铰孔加工质量的好坏 刃口精磨 工艺 产品品牌工艺 效率打磨刃口 锋利耐磨不易断刀 锋利刃口 经久耐用 铰刀 铰刀整体硬质合金刀具产品中心 常州赛越精密工具
.jpg)
论水泥厂粉磨技术节能降耗措施百度文库
论水泥厂粉磨技术节能降耗措施针对水泥厂的生产实践来看,从节能 孔隙尺寸,更好地便于相应的物料流动;三是,结合实际来保障喂料量的提升,大都是通过磨头的喂料铰刀配置增大来满足;四是,进 行调整细度方案,可以结合实际需求来放宽 铰刀的重磨、研磨及其它 1铰刀的重磨与研磨 铰刀是精加工刀具,其重磨和研磨的质量对被加工孔的表面粗糙度和精度 有很大的影响。 为避免铰刀重磨后的直径减小或校准部分刃带宽度的减小,故一般只磨切 削部分的后面。铰刀介绍及使用 百度文库2010年6月29日 铰刀外径尺寸设计值偏大或铰刀刃口有毛刺;切削速度过高;进给量不当或加工余量过大;铰刀主偏角过大,经常发生在铝合金的铰孔加工中,一般铰黑色金属的铰刀主偏角是45度的,但是铝合金硬度低,铰刀主偏角过大,铰刀定心不好,就会出现铰孔偏大的铰孔时产生孔径扩大或缩小的原因有哪些? 百度知道2020年8月12日 螺旋铰刀输送机是矿渣立磨的物料输送设备,它的功能是将混合物料连续地推入立磨内部。而一旦铰刀设备发生故障,立磨系统将整体处于停滞状态,不仅维修时间长、耗费资源大,且修理费用高。1 JLMSK1464 型矿渣立磨螺旋铰刀输送设备及工作原理 11 矿渣矿渣立磨螺旋铰刀输送机的改进与应用 参考网
.jpg)
珩磨条珩磨油石珩磨工具铰珩刀–【郑州博深磨料磨具
烧结金刚石铰珩刀珩磨套 增压器壳体压缩机零部件珩铰刀磨 粒套 ¥26000 金刚石珩磨油石 善能珩磨机用立方氮化硼CBN油石条P28NM55 ¥12000 金刚石珩磨条 汽车发动机缸体珩磨砂条 平顶网纹 ¥8000 卧式珩磨机珩磨条 立方氮化硼油石SK16NM55金属结合 2011年11月7日 什么是铰刀的刃倾角K1040CR是超硬质合金钢硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。 ⅣB、什么是铰刀的刃倾角 百度知道不宜用于输送粘性易结块、粒状块、磨琢大的物料,被输送的物料温度要低于200度。 钳工精孔加工一般用铰刀进行,但是一般都是直铰刀,螺旋铰刀一般用于铣床加工孔,槽类工件,但愿此回答你能够满意。螺旋铰刀用来做什么的? 请问螺旋铰刀和直槽铰刀有什么区别 阐述了JLMSK1464型矿渣立磨配套螺旋铰刀输送机运行原理, 针对输送机在实际生产运行中频繁出现意外损坏的故障, 通过技术创新改进, 使其实际使用寿命得以延长, 同时实现节能降耗的目的。矿渣立磨螺旋铰刀输送机的改进与应用

铰刀 Sandvik Coromant
铰削 铰削是使用多刃刀具执行的高精度孔精加工工序。通过高穿透率和小切深,能够实现高表面质量、出色的孔质量和严密的尺寸公差。 铰削工序的初始考虑因素 执行铰削工序时,需要考虑会影响铰刀刀具寿命的多项因素:铰刀加工是一种常用的金属加工方法,用于制作或修复各种零件和工件。在进行铰刀加工时,合理选择和设置加工参数对于获得高质量的铰削效果至关重要。本文将详细介绍铰刀加工参数的选择和设置方法,以帮助读者更好地理解和应用这一技术。 2铰刀加工参数 百度文库定期更换铰刀,正确刃磨铰刀切削部分;设计铰刀尺寸时应考虑此因素,或根据实际情况取值;作试验性切削, 取合适余量,将铰刀磨锋利。 铰刀铰孔过程中常见问题的产生原因及解决方法 铰出的内孔不圆 产生原因: 铰刀过长,刚性不足,铰削时产生 金刚石(PCD)铰刀的产品介绍及应用百度文库6 天之前 电镀金刚石或CBN铰刀 电镀金刚石或电镀CBN铰刀,它是以金属镍、铜和钴等作结合剂,利用电镀工艺把金刚石或CBN细小磨粒包镶在一定尺寸和几何形状的铰刀基体表面上,再经修磨而制成。这种铰刀由前导部、工作部、后导部和柄部组成。正确使用铰刀的注意事项国际金属加工网
.jpg)
珩铰刀安徽多邦珩磨技术有限公司微孔珩铰盲孔珩
2021年9月29日 珩铰刀:又叫金刚石铰刀,欧美国家称之为单冲程珩铰刀。一般由锥轴、磨粒套和导向套组成。珩铰刀通常成组使用,由粗到细排列,每把刀去除设定的余量,最终达到理想的尺寸和精度。多邦是中国珩铰工艺的奠基者,是 2011年4月19日 铰刀怎么研磨铰刀不能研磨,除了铰刀的前面的切削刃不快了,可以用油石油一下后角外,其他的部位都不能动的,除非是想要改变铰刀的定径尺寸,才能把铰刀的定径尺寸加以修磨。铰刀怎么研磨 百度知道苏州富莱克精密工具有限公司主营苏州刀具、刀具修磨、非标刀具、成型刀具、铰刀、铣刀、钻头、钨钢刀、合金刀具、整体硬质合金刀具、数控刀具、机加工刀具,是专业的刀具厂家。苏州富莱克坐落于美丽的古城苏州。先后引进了世界刀具磨削设备及铰刀、铣刀、钻头、钨钢刀、合金刀具 刀具修磨成型刀具铰刀铣刀钻头钨钢刀苏州富莱克精密 2016年12月1日 铰刀按材料的分类K1040CR是超硬质合金钢硬质合金是以高硬度难熔金属的碳化物(WC、TiC)微米级粉末为主要成分,以钴(Co)或镍(Ni)、钼(Mo)为粘结剂,在真空炉或氢气还原炉中烧结而成的粉末冶金制品。 ⅣB、Ⅴ铰刀按材料的分类 百度知道

32个铰孔难题,搞得精度差?收藏此文,不再乱铰
2024年9月5日 掌制源总结了32个铰孔过程中常见的难题,及其原因和应对方法,帮助广大读者优化加工过程、提升孔径精度。 ② 铰刀材料选择不当,硬度或韧性不足以应对加工材料。 铰刀表面磨损不均会导致加工过程中铰刀切削力不均匀,影②、把砂布垫在铰刀下,磨除座口硬化层,以防止铰刀打滑和延长铰刀使用寿面; ③、用与气门锥角相同的铰刀铰削工作面,直至凹陷、斑点全部去除并形成25mm以上的完整锥面为止。铰削时两手要均衡并保持顺时针方向转动。如何铰磨气门 百度文库2013年8月19日 20lO年第44卷№61引言铰刀修磨的研究及应用李潇冰陕西工业职业技术学院在金属切削加工中,对于中等尺寸以下较精密孔,常采用钻一扩一铰的工艺方案。铰刀的形状及其几何参数尺寸,可在《刀具设计手册》中查找,而其直径尺寸公差不易查到。铰刀修磨的研究及应用 道客巴巴2024年10月25日 烧结型铰珩刀杆由珩磨杆和磨粒套两部分组成。根据加工材质、硬度,磨粒套采用金刚石(DIA)或立方氮化硼(CBN),经压制烧结而成。刀具具备易修型,精度高,表面光洁度好等特点。可调节式金刚石珩铰刀 浮动珩磨刀杆 顺序珩磨工具珩磨套