
当前位置:首页 > 产品中心










































再生聚氯乙烯机头滤网磨
.jpg)
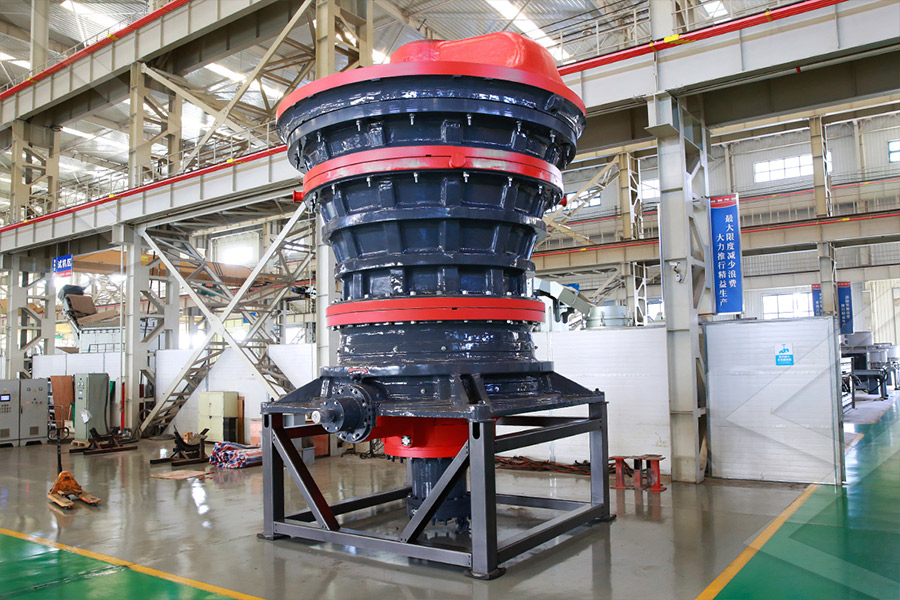
再生聚氯乙烯机头滤网磨粉设备
聚氯乙烯机头料粉碎机调试及操作:1根据粉碎不同性质的塑胶和所需粒度,需调整刀片的间隙选用不同孔径的筛网板,粉碎较薄的软料刀片间隙要调节小,粉碎较厚的硬料刀片间隙可调节大。2023年10月4日 磨碎聚苯乙烯碎粒机再生聚氯乙烯机头滤网磨粉设备 农用打砂机 磨碎机械设备报价 上一页:再生聚氯乙烯机头滤网磨粉设备 下一页:建一个石灰厂需要哪些生产 更多相关信 再生聚氯乙烯机头滤网磨粉设备 采用新型刀具结构,提高了产量并克服了刀具的耐磨性产量高、磨粉细、节能环保适用范围广,可磨PVC、PE、PS、PA、PC等安装维护方便,打开门盖即可清理整个塑料磨粉过程全密封, 再生聚氯乙烯机头滤网磨粉设备2015年10月26日 碳化产生的主要原因有加热温度过高,造成熔体焦烧;螺杆长期使用而没有清洗,焦烧物积存;停机时间过长,没有清洗机头和螺杆。 主要解决措施: 1)经常检查加温系统是否正常,如果加热系统有问题及时解决;改性塑料生产过程常见质量问题及解决措施 粉体改

再生聚氯乙烯机头滤网磨
聚氯乙烯机头料粉碎机调试及操作:1根据粉碎不同性质的塑胶和所需粒度,需调整刀片的间隙选用不同孔径的筛网板,粉碎较薄的软料刀片间隙要调节小,粉碎较厚的硬料刀片间 2023年6 在 60 到 80 目的过滤网中出来的材料可以再次吹塑;在 40 到 60 目的过滤网中出来的材料可以满足注塑 的质量要求。 一般来说高压料再次吹膜,好的吹本色差一点吹黑膜和垃圾袋,做注塑 再生塑料简介及常见再生塑料的工艺流程百度文库2015年10月26日 2)定期清洗螺杆或机头,彻底清洗干净; 3)滤板、滤网、模头清理要及时、干净,防止碳化,发现碳化应立即清理机头和螺杆。 3 结束语 改性塑料质量控制的关键是设备及工艺过程控制,另外生产现场的环境及原材料质 改性塑料生产过程常见质量问题及解决措施 粉体改 2014年9月25日 环球塑化网 PVC123 讯: pvc电缆料是由聚氯乙烯树脂、稳定剂、增塑剂、填充剂、润滑剂、抗氧剂、着色剂等组成。PVC电缆料的耐电压和绝缘电阻比较高,但介电常数和介电损耗较大。因此,一般主要用作低压(≤1KV)和中高压(6 PVC电缆料生产工艺环球塑化网
.jpg)
一步干磨法制备聚氯乙烯(PVC)微粉蜡 参考网
2020年2月8日 本文首次报道通过高能球磨法制备聚氯乙烯微粉蜡,探讨球磨工艺条件对制备聚氯乙烯超细粉体的影响根据球 磨粉碎理论,磨球大小对样品最终粒径影响较大,磨球直径越小,最终产品的粒径越小[9]由于磨球直径越小,制造难度越高,损耗也会 2012年9月11日 多孔板也称分流板。一般多与过滤网组合在一起使用, 由多孔板支撑过滤网,装配在机筒前端。它们的功能是把机 筒内被螺杆推动前移旋转运动的塑化熔料,经过过滤网和多孔板后,变成直线运动,阻止熔料中的杂质通过;另外,由于多孔板和过滤网的阻挡,增加了熔料前进的阻力,使物料在机筒 挤出机的多孔板和过滤网,有什么作用? 百度知道2020年1月26日 废旧聚氯乙烯塑料的回收与再生利用PVC2制造1基本情况3再生利用1PVC基本情况聚氯乙烯PVC3聚氯乙烯PVC塑料是以PVC树脂为主要原料,辅以稳定剂、增塑剂、润滑剂、填充剂等添加物经过科学配方组合在一起,在一定温度和压力下模塑成型,冷却 聚氯乙烯塑料的性能介绍及其再生加工应用 豆丁网(3)挤出造粒:挤出机(以SJ120/20为例)温度为80℃、120℃、160℃、170℃,机头165℃(增塑剂添加量少时,温度提高5~10℃左右 PVC电缆料生产工艺百度文库
.jpg)
挤出机的机头与口模讲解 百度文库
2011年5月17日 挤出机的机头与口模讲解节作用而挤出。与直支管式口模相比,这种口模的流道没有死角,流道内的容积小而减小了 熔体的停留时间。因此,这种口模对于熔体粘度高而热稳定性差的聚合物(如聚氯乙烯)有较 好的效果。2011年5月19日 23挤出模设计准则及设计步骤 231 挤出模设计准则 根据挤出模的功能可知挤出机头的设计不但要满足塑料成型工艺的要 求,而且其结构要简单,故确定具体设计方案如下: 1)正确选择机头结构形式,应按照所要挤出的制品的原料和要求及成型工 艺的特点,正确塑料挤出机机头结构设计 豆丁网2016年12月14日 查看更多PVC再生塑料资讯上变宝网。 再生PVC供求: 更多再生资源行业资讯就上变宝网——再生资源行业最具人气的服务平台 变宝网官方 更多废品报价、最新免费商机、最新行业资讯请关注微信号:再生资源变宝网 返回搜狐,查看更多 责任编辑:再生PVC(聚氯乙烯)回收生产工艺流程变宝网(2)过滤板和过滤网 过滤板又称为多孔板,和过滤网共同将塑料 熔体由螺旋运动转变为直线运动,并能过滤杂质。 过滤板同时还起到支承过滤网的作用,并且增加 了塑料流动阻力,使塑件更加密实。 第3章 挤出成型工艺与模具结构 31 32 挤出成型原理和工艺第三章 挤出成型工艺与模具结构 百度文库
.jpg)
废旧塑料PVC(聚氯乙烯)再生造粒废气怎么处理
2020年3月25日 废旧塑料PVC(聚氯乙烯)再生造粒产生的废气处理方案的净化原理是什么? 电补焦油器 :采用六角形蜂窝结构,与传统圆形蜂窝结构比较,圆形蜂窝智能单面利用吸附面积而六角蜂窝状可双面利用吸附面积,HESP同等 3143装机头:机头进胶口应加装过滤盘与过滤网,用80目和40目钢丝网各一层,目数大的在里,目数小的在外,重叠放置,机头的联接螺丝必须拧紧,所有螺丝须吃力均匀,不得有漏胶现象。 最短时间内使用灭火器、消防栓灭火,并向当班领导汇报。 5安全注意φ150挤塑机操作规程 百度文库造粒机所需的功率与挤出量成正比关系,与滤网尺寸成指数关系。有许多不同的造粒器设计,但一切造粒器可以分为两大类:冷切粒系统和模面热切粒系统。二者的主要区别在于切粒过程时间的安排。造粒机 百度百科2016年9月5日 2设备技术性能和主要参数序号名称数据1适用范围软聚氯乙烯、聚乙烯、交联聚乙烯、低烟 34班后操作341停机时应先停牵引,后停螺杆,及时拆除机头滤网和模芯,排除螺杆内的全部余料。φ120挤塑机操作规程 豆丁网
.jpg)
第7章挤出成型模具 《塑料成型工艺与模具设计》课件 豆丁网
2011年4月10日 直通机头和角式机头的选用与塑料制件的结构类型有关,如可以采用直通机头挤出成型聚氯乙烯硬管,而挤出成型 带有塑料包覆层的电线电缆时,则需要采用直角机头。3.按熔体所受压力不同分挤出成型不同品种的塑料或不同的塑料制件时 挤出机过滤网的影响因素和选择方法 在过滤网变换器后面,配备一个能够保证熔融物料稳定地进入模具的齿轮泵,可以防止上述问题的发生。但是,熔融物料在过滤网更换后所发生的温度变化依旧需要通过对模具的调整来解决。同时,由于齿轮泵简单被 挤出机过滤网的影响因素和选择方法百度文库2015年5月1日 机头型式:90(直角)电热节数:4主机功率:75KW 314装好螺杆、滤网板、上好机头。 32开车 321一切准备工作就绪后方可启动挤塑机,。开车挤出聚氯乙烯的螺杆转速应控制在不超过20转/。挤塑机生产异常处理 百度文库2022年7月3日 挤塑机的工装包括了机头、分流器、模芯座、模套座、压盖、备帽、过滤板、螺杆、模芯、模套等,其中和挤塑产品质量有很大关系的工装,包括螺杆、过滤板、分流器、模芯座、模芯、模套等 ,下面我将对几个重点部件的功能作用及使用保养做出简单介绍。浅谈挤塑工装模具的使用与保养 模具,拉丝模具

PE薄膜 百度百科
PE薄膜,即聚乙烯薄膜,是指用PE颗粒生产的薄膜。PE膜具有防潮性,透湿性小。聚乙烯薄膜(PE)根据制造方法与控制手段的不同,可制造出低密度、中密度、高密度的聚乙烯与交联聚乙烯等不同性能的产品。机头由过滤网 、过滤板、机头压盖三部分组成,为了适应含有较多杂质塑料原料的生产,本机组采用具有较大过滤面积的直角式机头结构,同时考虑高压、低压、混合料、再生料具有较大功力粘度,对物料的流道设计作了合理的选择,并利用 吹膜机 百度百科2015年7月3日 课程设计课程名称成形设备题目名称挤出机管材机头设计学院材料与能源学院专业班级材料成型及控制工程学号姓名任课教师2014年6月26日摘要挤出成型方法广泛应用于管材、棒材毕业设(论文)挤出机管材机头设计 豆丁网2008年10月14日 三、第三种工艺流程 该流程绝缘和护套在两个机头按 1+1 方式先后一次挤出,绝缘机头是可调偏心机头,护套机头是免调偏心机头。 这种工艺的优点是易于调偏心,同心度较好,表面光滑。其次,利用尼龙的拉伸比范围较大的特性,采用同种规格的挤管式模具可挤制不同规格的产品,所以操作较简单。尼龙挤出工艺电线电缆网

第五章挤出吹塑薄膜 百度文库
第五章挤出吹塑薄膜三、机头 机头的作用:熔融物料在机头内受到一定的压 力后,物料更加密实,从机头挤出后成为有一 定厚度的膜管。 1芯棒式机头2螺旋式机头3旋转式机头4十字架式机头5共挤出复合机头1芯棒式机头优点:结构简单, 拆装方便,造价 缺点:会 低,只有一条接 产生“ 管机头:分流区、压缩区和成型区 组成: 口模和芯棒:内外表面 过滤网和分流板(栅板):旋转运动变为直线运动;过滤; 增压 分流器:鱼雷头,将熔体分成管状型坯;剪切塑化 分流器支架:支撑分流器和芯棒;熔体分股,均匀搅和作用 机头体:将机头与挤出挤出机头口模设计 PPT 百度文库2017年6月29日 PVC电缆料是由聚氯乙烯树脂、稳定剂、增塑剂、填充剂、润滑剂、抗氧剂、着色剂等组成。 2、 单螺杆挤出机造粒:原辅料→配料→高速混合机→冷却混合机→单螺杆挤出机→热切机头 PVC电缆料配方设计及实例【收藏】2024年3月29日 清理机头过滤网: 定期检查并清理机头过滤网,防止死料积累导致条纹产生。可以在拆机头升温时,将过滤网板放在机头加热,以彻底清理。 调整配方和工艺: 根据PVC板材的挤出情况,调整配方中的内外润滑剂用量,以及塑化均匀度,以改善板材的表面质量。浅析PVC电缆料工艺PVC技术圈
.jpg)
挤出模设计 百度文库
管材挤出机头机构有挤出薄壁管材的 直通式、直角式和旁侧式、微孔流 道管。 适用挤出机:长径比i=15~25, 转速n=10~35r/min 过滤网4×80目 (1)直通式挤管机头 特点:结构简单、制造方便,但结构 笨重,且分流熔接痕不易消除。 一般用于成型软、硬2021年8月3日 本发明属于绝缘材料技术领域,具体涉及废弃聚氯乙烯电缆料的再生利用方法。背景技术电线电缆所用的绝缘性材料俗称电缆料,主要包括塑料、橡胶、尼龙等制作成分。其中,塑料具有良好的绝缘、机械物理性能和热化学稳定性,其加工工艺也相对简单、生产效率较高、资源丰富。因此,无论是 废弃聚氯乙烯电缆料的再生利用方法与流程2013年4月1日 第五章挤出机头设计及制造节挤出成型模具的分类及作用一、挤出成型模具包括两部分:机头和定型模。1机头的作用机头是挤出塑料制件成型的主要部件,它使来自挤出机的熔融塑料由螺旋运动变为直线运动,并进一步化,产生必要的成型压力,保证塑件密实,从而获得截面形状一致的连续型材。第五章 挤出机头设计及制造 豆丁网2018年10月12日 由专用挤出机造出的颗粒,有二种基本用途:再次吹塑膜和注塑。在60到80目的过滤网中出来的材料可以再次吹塑;在40到60 六、再生聚氯乙烯(PVC) 硬料工艺流程 PVC硬料大部分来自建筑材料、塑钢窗门、电镀硬板材、化工厂用塑料阀门、下水管 六种废旧塑料再生颗粒的工艺流程,你了解多少?洁普智能环保

管材挤出成型的机头结构及设计 百度文库
此外,过滤板 还能形成一定的机头压力 , 使塑料制品更加密实。 (3)分流器和分流器支架。分流 器又成鱼雷头。塑料通过分流器 变成薄环状,并且平稳的进入成 型区,同时进一步对熔体进行加 热和塑化(大型挤出机头的分流 器还装有加热装置)。分流 2024年10月20日 PVC回收再生利用技术介绍废塑料,中国聚氯乙烯(PVC)的需求量每年以10%的速度递增。PVC的回收利用,不仅可以解决环保问题,而且可以缓解这一资源紧缺的压力。尤其在PVC原料价格持续上涨的今天,其回收再利用具有重要的意义。建筑行业 PVC回收再生利用技术介绍废塑料中国废品回收网2018年6月30日 挤出机都有哪些部分构成?在挤出机中,一般情况下,最基本和最通用的是单螺杆挤出机。其主要包括:传动、加料装置、料筒、螺杆、机头和口模等六个部分。一、传动部分传动部分通常由电动机,减速箱和轴承等组成。在挤挤出机都有哪些部分构成? 百度知道2013年1月6日 21挤出模结构挤出模的主要零件有口模、芯棒、过滤板、过滤网、分流器、分流器支架、调节螺钉、定型套和机头体。 32 材料材质特性 根据任务书要求,我所设计的挤出机要加工的塑料是硬质聚氯乙烯。塑料挤出机机头结构设计论文说明书 豆丁网

塑料管材挤出机头的设计doc 36页 原创力文档
2017年10月9日 软质聚氯乙烯管的挤出成型生产工艺路线与硬质聚氯乙烯管的挤出成型生产工艺路线相同,只是挤出成型管坯用成型模具结构,管坯的冷却定型方法和管材的收卷方式不同于硬管成型。软质聚氯乙烯管的挤出成型生产工艺路线见图23。2016年12月1日 滤网分为两层 40目+80目或56目+80目。由于尼龙是粘流态其压力不大,不会挤破滤网。模具的选择 挤包的尼龙护套厚度很薄,只有0103mm, 因此,若是选择可调偏心的机头,则护套挤出时偏心调节很困难,所以最好选择免调偏心的机头或称自定心机头尼龙挤出工艺 百度知道滤布的选型很重要,在过滤的过程中起到很重要的作于,滤布选型是否合理,直接影响到过滤的效果和速度在具体选择滤布时,应该从过滤浆料的基本性质和过滤要求,结合滤布的渗透率(透水性或透气性)、过滤级别(滤布最大最小孔径和孔隙率)、使用寿命滤布百度百科生产低熔融指数产品时,应使用低目数的过滤网,增加节流阀开度以减少背压;及时更换过滤网,监控各种添加剂的质量及聚丙烯粉料中灰份含量。降低喂料负荷量。在不影响挤压产品质量的条件下,提高各段筒体温度,使聚丙烯熔体温度提高,加大物料流动性。PVC造粒机 百度百科
.jpg)
知乎盐选 52 各类挤出机头设计
在挤制管材时,依管材直径的大小选用适当的挤出机。在挤出硬聚氯乙烯管材时,使用的挤出机规格如表 57 除玻璃纤维增强塑料外,可设置 50~80 目的过滤网 。用于挤出成型塑料棒材的模具,简称为棒材模(或机头)。棒材挤出成型机头的设计内容