
当前位置:首页 > 产品中心










































研磨轴承内孔?研磨轴承内孔?研磨轴承内孔?

高精度气体静压轴承内孔研磨工艺
2016年9月13日 在现有机械加工手段中,内孔研磨加工是满足高精度轴承内孔形位精度及光洁度的有效手段。 主要介绍内孔研磨前的一些工艺准备措施、研磨过程的控制及精度检测,为后 2024年10月30日 轴承的内圈内孔加工和外圈的内滚道加工都可以由内圆磨通过切入式或者震荡式来进行加工。 磨削工艺因为使用不同的应用参数被分为粗磨,半精磨,精磨和无火花磨削。轴承圈(外圈)磨削圣戈班轴承行业磨削产品 圣戈班 (中国 2017年5月9日 基于对工件的工艺特点和磨削特点的分析,选择合理的工艺系统参数和基本工艺操作参数,生产实际证明,选用参数合理,取得了较好的加工效果。 【关键词】CNC 磨床 内圆 轴承座内孔磨削的工艺参数选择 道客巴巴2012年7月10日 研磨可一分为粗研、精研两种,以微细性、随机性、针对性为研磨原理,并且研磨设备简单、加工质量可靠,使用范围广。 华轴网首页 会员中心研磨加工工艺的基本流程-轴承知识-华轴网 zcwz
内孔研磨方法百度文库
内孔研磨是机械加工中常见的一种工艺,它可以用于加工精密的内孔,比如气缸套、轴承座等。 而内孔研磨的质量直接影响到零件的精度和寿命,因此需要采取一系列措施来保证其质量。在轴承零件磨削中,内孔 磨削是一个薄弱环节,其废 品率可占磨加工过程全部废 品率的70~80%,这就使得内 圈内孔磨削成为生产轴承零 件的关键工序之一。第13章轴承套圈内径磨削 百度文库2011年9月27日 承外锥部修复后,即可进行轴承内孔的刮研。刮研时,用一根研磨棒代替主轴,研磨棒的尺寸分别按主轴修复 后的实际尺寸和支承的内孔尺寸制造。在刮研轴承内孔 达到 浅谈机床滑动轴承修理技术 bearing下面介绍精密角接触球轴承内圈沟道的4种磨削方法(支内圈外径面磨沟、支内沟道磨沟、支内径面磨沟和逃逸法磨沟),对比各自的特点。 1、角接触球轴承内圈磨削工艺路线精密角接触球轴承内圈沟道磨削的4种方法对比
.jpg)
内孔研磨方法百度文库
通过内孔研磨方法,可以改善金属件的表面粗糙度、形状误差,提高其加工精度和使用寿命。本文将介绍内孔研磨的基本原理、常用研磨方法以及注意事项。 2 内孔研磨的原理 内孔研磨是利 内孔研磨棒品牌/图片/价格 内孔研磨棒品牌精选大全,品质商家,实力商家,进口商家,微商微店一件代发,阿里巴巴为您 内孔研磨棒内孔研磨棒价格、图片、排行 阿里巴巴2019年12月29日 3 轴承套加工工艺改进轴承套内孔表面是主要加工表面,孔总深度 215mm,孔的表面粗糙度值为 Ra16μm,在粗加工孔的直线性保证后,浮动镗削适合于加工此类尺寸精度要求高,表面粗糙度值要求比较小的孔,同时浮动镗削的加工效率比较高,对轴承套内孔的轴承套内孔加工工艺研究 道客巴巴球轴承内圈内径磨床 主要用途:本机床系列产品主要适用于加工深沟球轴承的内圈内径、角接触球轴承内圈内径、双列球轴承内圈内径、调心球轴承内圈内径、汽车轮毂轴承内圈内径、UC轴承内圈内径、圆锥(圆柱)轴承内圈内径、平面推力轴承内圈内径等产品内孔的磨削加工。球轴承内外表面磨床系列浙江沃尔孚,智能磨削装备专业制造
.jpg)
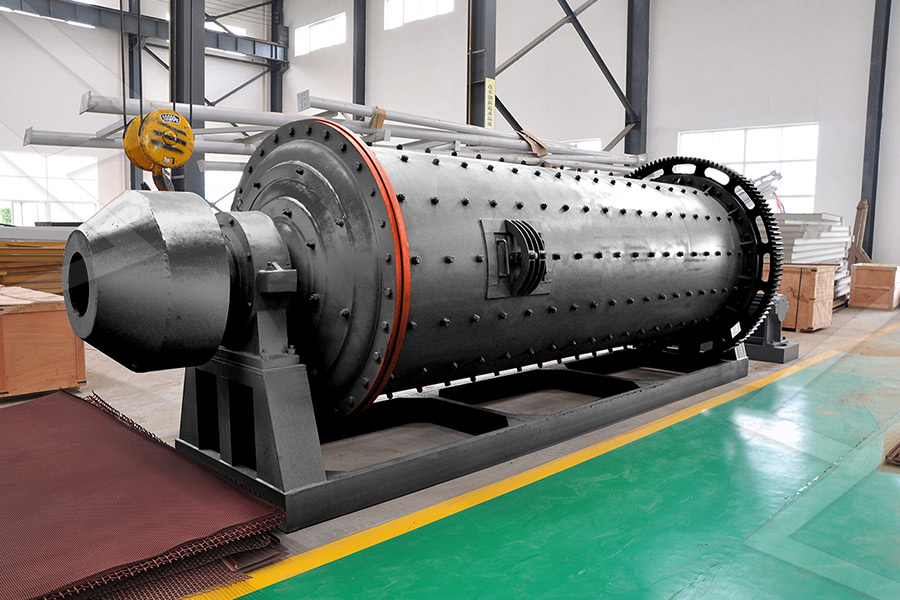
轴承制造技术——磨削加工 知乎
2021年5月26日 轴承磨削加工包含 磨削、超精、研磨等,下面将重点介绍关于轴承磨削、超精加工的一些技术及特点。 1 轴承的磨削、超精加工工序普通球轴承外圈与内圈的磨削、超精加工工序实例如图1所示。 图1 球轴承的磨削、超精加2020年4月22日 内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。 一、钻孔 用钻头在工件实体部位加工孔称为钻孔。钻孔属 粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~125μm。钻孔有以下内孔表面加工常用方法大汇总2012年11月28日 本实用新型涉及一种轴承磨削工装,特别涉及一种轴承偏心内孔磨削工装。背景技术轴承制造企业加工叉车门架偏心轴承的内孔时,需要通过偏心内孔工装来辅助加工。传统的偏心内孔工装包括偏心套,偏心套的中心设置偏心内孔,其内径为轴承内圈的外圈直径,在偏心套一侧端面中心设置偏心内孔 一种轴承偏心内孔磨削工装的制作方法 X技术网2020年4月22日 内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨孔、珩磨孔、滚压孔等。 一、钻孔 用钻头在工件实体部位加工孔称为钻孔。钻孔属 粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~125μm。钻孔有以下【专业知识】内孔表面加工常用方法大汇总,又要收藏了孔径
.jpg)
轴承孔磨削 Vit CBN内圆磨砂轮 More SuperHard
2024年10月29日 应用 轴承材质 轴承钢100cr6, SAE 52100 硬度 60 轴承孔尺寸 30mm直径,14 mm 宽 20 mm直径, 12mm宽 表面粗糙度要求 0203 去除余量 025mm 机床 数控机床 转速:22年1月19日 磨孔可在 内圆磨床 或 万能外圆磨床 上进行,如图7-25所示。 研磨也是孔常用的一种光整加工方法,需在精镗、精铰或精磨后进行。研磨后孔的尺寸公差等级可提高到IT6~IT5,表面粗糙度值为Ra01~0008μm,孔的圆度和圆柱度亦相应提高。【机械加工】内孔表面加工常用方法大汇总,又要收藏了2017年5月9日 图 1 轴承座2 磨削工艺参数的选择整个磨削过程分为粗磨———光磨 4 秒———砂轮精修整———精磨———光磨 2 秒———砂轮粗修整六个步骤,其中精磨加工的切削用量用试磨和神经网络预测相结合的方式给予确定,为工件速度V W =0. 83m/s、砂轮速度 V轴承座内孔磨削的工艺参数选择 道客巴巴2019年3月12日 装轴承时把轴承箱内孔磨大了!怎么办?轴承外圈能在轴承箱内转动吗?那肯定是不行的,孔大了轴承转动不会流畅,随之来的噪音 震动会震耳欲聋的,不多日轴承就会散架,不过提前挽救还可以,用花辊把大孔压花牙(粗糙 装轴承时把轴承箱内孔磨大了!怎么办?轴承外圈能在轴承箱
.jpg)
台湾一品金刚石内孔研磨棒内圆磨磨头6钨钢材料加工中心用
台湾一品金刚石内孔研磨棒内圆磨磨头6钨钢材料加工中心用,颜色分类:SDC 3mm(100目粗磨)加工钨钢、陶瓷等,SDC 4mm(100目粗磨)加工钨钢、陶瓷等,SDC 5mm(100目粗磨)加工钨钢、陶瓷等,SDC 6mm(100目粗磨)加工钨钢、陶瓷等,SDC 8mm(100目粗磨)加工钨钢、陶瓷等,SDC 10mm(100目粗磨)加工钨钢、陶瓷 2012年7月10日 3)磨粒对工件表面的滚轧与微量刻划同时作用。2硬脆材料的研磨 一部分磨粒由于研磨压力的作用,嵌入研磨盘表面,用露出的尖端刻划工件表面进行微切削加工;另一部分磨粒则在工件与研磨盘之间发生滚动,产生滚轧效果。在给磨粒加压时,就在硬脆材料研磨加工工艺的基本流程-轴承知识-华轴网 zcwz2024年9月25日 内孔研磨机是一种用于对工件内孔进行精密加工的机械设备。它通常用于提升内孔的尺寸精度、表面光洁度和形状稳定性。内孔研磨机广泛应用于汽车、航空、模具制造等行业。主要特点: 高精度:能够达到微米级的加工精度。正佳精机内孔研磨机:用于对工件内孔进行精密加工的机械设备2016年9月13日 在现有机械加工手段中,内孔研磨加工是满足高精度轴承内孔形位精度及光洁度的有效手段。主要介绍内孔研磨前的一些工艺准备措施、研磨过程的控制及精度检测,为后续类似高精度轴承内孔加工提供方法。高精度气体静压轴承内孔研磨工艺
.jpg)
什么是内圆磨加工?精密内孔研磨应该注意什么?
2022年5月7日 更多内孔研磨知识请关注,我们专业定制内圆磨砂轮、内孔研磨棒,给出企业合理的建议及方案,达到事半功倍的效果。 如何选择合适的砂轮修整工具?刀具行业如何选用砂轮?如何正确地钻玻璃孔?CBN磨棒锥面磨削和内孔磨削方法本发明涉及一种加工中心主轴内锥孔的修复方法。背景技术加工中心主轴是机床的重要部件之一,如图1所示,由壳体1、隔套2、轴承3、芯轴4等构成。一般使用35年轴承就会磨损,因此日常的主轴维修主要就是更换轴承。但加工中心机床在长期使用后,频繁地换刀是主要原因,此外使用中 一种加工中心主轴内锥孔的修复方法与流程 X技术网阿里巴巴为您找到319条内孔研磨棒产品的详细参数,实时报价,价格行情,优质批发/ 合金磨头 加长内孔研磨 棒6mm电镀金刚石模具钢研磨用 内孔研磨棒 昆山兴久发精密机械有限公司 内孔研磨棒内孔研磨棒批发、促销价格、产地货源 阿里巴巴选用的加工设备成型磨齿机应专门配备小内磨臂。如图3所示,该内磨臂采用电机直驱的传动方式,结构主要部件为电机、花键砂轮轴、同步齿条传动带、角接触轴承、轴承支座。由电机驱动主动轮转动,通过张紧在主动轮与花键轴之间的齿条传动带进行动力传输。小内孔渗碳渐开线花键精密成型磨削技术研究百度文库
数控车床用磨头车床内孔研磨机车改磨 车床刀架磨头外圆研磨
阿里巴巴数控车床用磨头车床内孔研磨机车改磨 车床刀架磨头外圆研磨抛光,研磨机,这里云集了众多的供应商,采购商,制造商。这是数控车床用磨头车床内孔研磨机车改磨 车床刀架磨头外圆研磨抛光的详细页面。订货号:XW150,品牌:协威,型号:150,货号:XW85150,适用物料:铸铁,应用领域:车床 2021年5月25日 轴承磨削加工包含磨削、超精、研磨等,下面将重点介绍关于轴承磨削、超精加工的一些技术及特点。 1 轴承的磨削、超精加工工序普通球轴承外圈与内圈的磨削、超精加工工序实例如图1所示。图1 球轴承的磨削、超精加 轴承制造技术——磨削加工洛阳轴承淘宝为你精选了金刚石内孔研磨棒相关的热卖商品,海量金刚石内孔研磨棒好货任挑任选!淘宝官方物流可寄送至全球十地、支持外币支付多种付款方式、平台客服24小时在线、由商家提供退换货承诺,让你简单淘到宝金刚石内孔研磨棒 Top 100件金刚石内孔研磨棒 2024年9 数控立式珩磨机高精度内孔研磨机;珩磨机:利用珩磨头珩磨工件精加工表面的磨床。凯纳瑞数控高速立式内孔珩磨机采用立式结构,在汽车零部件、空调冰箱压缩机壳体、轴承内圈、液压阀块等领域,均有较为广阔的应用空间;数控立式珩磨机高精度内孔研磨机 Leadedm
什么是内孔抛光?磨粒流内孔抛光原理是什么? 知乎
2021年5月31日 什么是内孔抛光?磨粒流内孔抛光原理是什么? 什么是内孔抛光?内孔抛光是机械加工专业术语,又叫深孔抛光。内孔抛光通常采用电化抛光的方法,但是对于其它材料小孔大多用机械的方法,内孔抛光难度大,检验难度大,耗费工时。探讨轴承套内孔加工工艺套筒类零件是轴承套结构关键,由于每件轴承套使用途径、发挥性能存在较 大差异,因此套筒类零件在加工过程中根据需求 确定加工工艺,发挥套筒类零件 最大效用,市面上常见套筒套为长套筒套和短套筒套。目前,套筒类 探讨轴承套内孔加工工艺 百度文库2020年3月31日 对于加工精度和表面质量要求较高的孔,则应在后续加工中通过扩孔、铰孔、镗孔或磨孔来达到。 铰孔余量对铰孔质量的影响很大,余量太大,铰刀的负荷大,切削刃很快被磨钝,不易获得光洁的镜面加工表面,尺寸公差也不易保内孔的加工方法及相应的精度级别和粗糙度范围大合集表面质量2021年12月22日 欢迎来到东巨超硬磨具店,我们专注于研磨解决方案并提供定制的研磨工具。 今天,我们要谈谈“轴承行业的三种砂轮”: 轴承槽砂轮、陶瓷CBN内圆砂轮和树脂结合剂CBN平面砂轮。 轴承槽砂轮适用于各种轴承滚道的磨削加工。槽型砂轮可用于轴承内圈外槽的 磨削和工件的螺纹磨削,可与国际同类 轴承行业用什么砂轮?

内孔研磨机操作说明 百度文库
内孔研磨机操作说明2根据派工单所需的加工要求,选择合适的研磨棒;3把研磨棒装在马达轴上;4把工件放在无心轴承上,并用无心轴承固定杆(12)将工件夹住;5用千分表检查工件是否水平如有斜度,用斜度调整螺钉(9) 淘宝为你精选了内孔研磨刷相关的热卖商品,海量内孔研磨刷好货任挑任选!淘宝官方物流可寄送至全球十地、支持外币支付多种付款方式、平台客服24小时在线、由商家提供退换货承诺,让你简单淘到宝内孔研磨刷 Top 100件内孔研磨刷 2024年9月更新 Taobao阿里巴巴为您找到19条精密内孔外径研磨机产品的详细参数,实时报价,价格行情,优质批发/ 数控车床用磨头 车床内孔外径研磨机 车床改磨床 内外圆研磨抛光 佛山市欧帝仕精密机械有限公司 8年 月均发货速度 精密内孔外径研磨机 阿里巴巴2012年12月27日 如何研磨精密小内孔?在研磨内孔的时候,工作情形与研磨外圆时的情况是相反的,主要是研具被夹在床头时,作着回转运动,而把工件就套在研磨盘的上面用手作着复合运动。 镜面抛光机在进行着很准确的预加工以及所留余如何研磨精密小内孔?百度知道
.jpg)
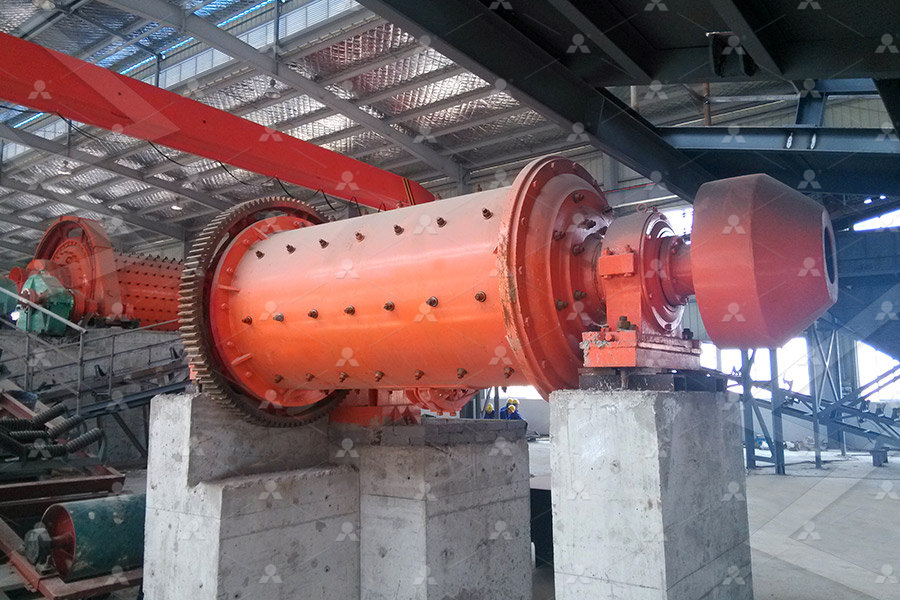
数控内圆磨床百度百科
数控内圆磨床主要用于盆齿类及大型轴承套圈类零件内孔、端面磨削,保证内孔与端面的精度。是新一代高精度、高效率的生产型机床。机床整个磨削循环均自动完成,操作者仅需装拆工件。 数控内圆磨床用于磨削圆柱形和圆锥形小孔,亦 2023年11月27日 内孔表面加工方法较多,常用的有钻孔、扩孔、铰孔、镗孔、磨孔、拉孔、研磨 孔、珩磨孔、滚压孔等。 一、钻孔 用钻头在工件实体部位加工孔称为钻孔。钻孔属粗加工,可达到的尺寸公差等级为IT13~IT11,表面粗糙度值为Ra50~125μm。钻孔有以下 内孔表面常用加工方式(2)轴承内孔与轴配合采用基孔制,在前述基准孔的公差带是在 零线之上,而轴承内孔基准孔的公差带都在零线之下。 因此,轴 承内圈与轴配合,比国家标准极限与配合中同名配合要紧得多, 配合性质向过盈增加的方向转化。公差配合与技术测量 第7章 滚动轴承公差与配合 百度文库内孔研磨机品牌/图片/价格 内孔研磨机品牌精选大全,品质商家,实力商家,进口商家,微商微店一件代发,阿里巴巴为您 内孔研磨机内孔研磨机价格、图片、排行 阿里巴巴
.jpg)
轴承圈(内圈)磨削圣戈班轴承行业磨削产品 圣戈班 (中国
3 天之前 轴承的内圈内孔加工和外圈的内滚道加工都可以由内圆磨通过切入式或者震荡式来进行加工。磨削工艺因为使用不同的应用参数被分为粗磨,半精磨,精磨和无火花磨削。内圈加工称为内孔磨。外圈加工称为外圈内滚道磨。2016年1月1日 三吕喈驰,,、铝件内孔的研磨及滚压工艺南昌飞机制造公司豫l~30004】熊美堋仫一、研磨工艺’董盒三薯寰薷’丁嚣薹萎磊兰嚣塞如图1所示的铝活塞,其销孔45~.∞0145mm可以和攘压。使孔壁表面凸峰的金属挤向凹各,重新分用铸铁棒进行研磨。布,从而使工件表面得到光整和强化。1.研磨时要 铝件内孔的研磨及滚压工艺 道客巴巴2021年5月31日 中科磨轴承内孔CBN砂轮精度高、耐高温性能好、磨削效率高,磨削后工件无裂纹和烧伤表面质量好。使用该产品进行磨削大大提高了轴承工件的使用寿命。 在轴承工件的磨削加工中,轴承外圈的滚道和内圈内表明是重要的工序流程。因为轴承内孔尺寸直径的限制,磨削用的CBN砂轮尺寸、秸秆以及 磨轴承内孔CBN砂轮应用沈阳中科超硬磨具磨削研究所2016年5月9日 1.内孔表面粗糙和拉毛 在内圆磨削中,经常见到被磨削表面粗糙、磨削痕迹较深,有时还在孔壁出现拉毛等现象。这是由于砂轮磨杆(接长轴)偏调,磨头轴承间隙过大,引起砂轮在磨削过程中出现晃动,致使修整砂轮时无法修圆、平整,造成工件表面粗糙及拉毛现象。【转帖】内圆磨削常见缺陷和问题 百度贴吧